Pushing ink into a t-shirt isn’t just an art project. It’s a chemical process.
When amateur print shops ignore the chemistry, the results are terrible. Prints crack after two washes. Heavy layers of ink feel like wearing a plastic shield. Bright colors bleed and turn muddy.
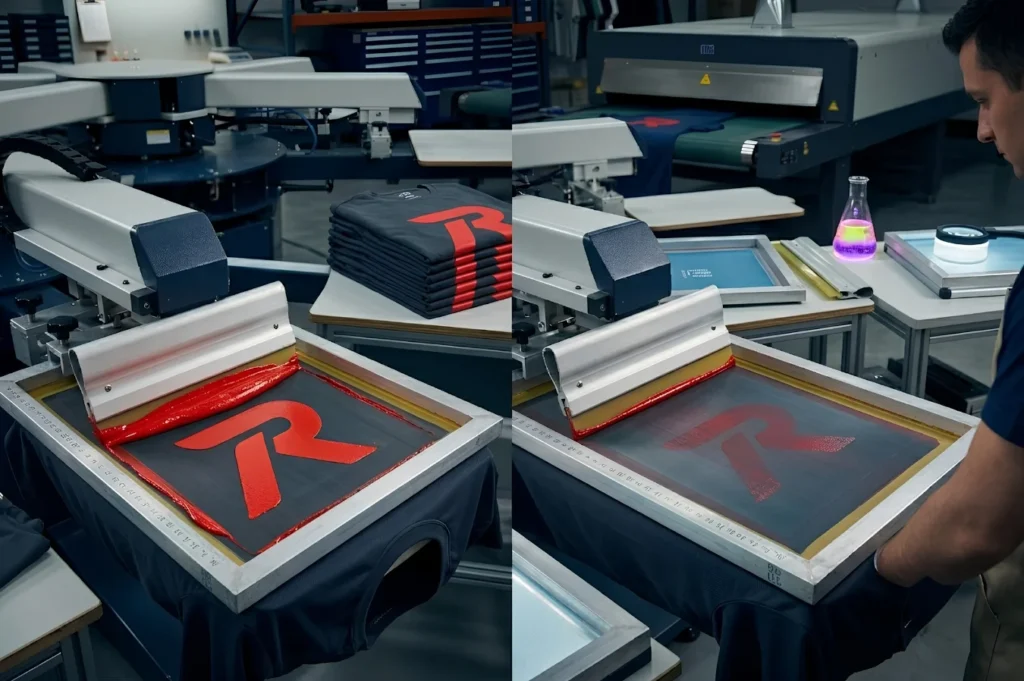
We provide custom screen printing services engineered specifically for high-volume apparel brands. We don’t use cheap hobby heat presses. We use automated multi-station presses, exact mesh-count mathematics, and forced-air conveyor dryers.
Our goal is simple. We make sure your graphics outlast the garment itself.
The quality of a print is decided long before the ink touches the shirt.
A “screen” is a tightly woven mesh stretched over a metal frame. The microscopic holes in that mesh decide exactly how much ink passes through onto your fabric.
Most commercial shops use a standard 110-mesh screen for every single job. It saves them money. But it leaves you with heavy, blocky prints.
When executing high-end bulk apparel screen printing, we match the mesh count to your artwork.
If you have a bold, single-color athletic logo, we use lower mesh counts. This allows maximum ink to flow through, giving you bright, solid coverage that pops on dark fabrics.

For complex gradients or photorealistic artwork, we burn the image onto ultra-fine 230 to 305-mesh screens. This separates the colors into microscopic halftone dots. It creates smooth, flawless blends that generic printers simply cannot replicate.
Not all inks belong on all fabrics.
Putting heavy plastic ink on a lightweight vintage t-shirt ruins how the shirt drapes and feels. As a dedicated commercial screen printing factory, we mix specific inks based on the weight and material of your garments.
Plastisol is a thick ink that sits directly on top of the fabric. It provides the highest level of color opacity. It is perfect for exact Pantone matching. Because of its durability, we use plastisol for heavy streetwear hoodies, canvas workwear, and athletic apparel. To stop the print from feeling too thick (the "bulletproof" effect), we add specific curable reducers. This softens the final feel of the print.
For luxury casualwear and lightweight cottons, the print should feel like part of the shirt. Water-based inks do exactly that. They soak directly into the textile fibers. You can barely feel them when you run your hand across the fabric.
Printing bright colors on black shirts usually requires a thick, heavy base layer. Discharge printing avoids this. We mix a safe bleaching agent directly into water-based ink. When the squeegee pushes the ink into the fabric, it removes the shirt's original dye and replaces it with your custom color at the exact same time. The result is a vibrant, breathable print on dark fabric.
Sometimes, standard flat colors aren’t enough to capture a high-end streetwear aesthetic. Our factory floors handle complex specialty additives to make your designs stand out.

We mix a special foaming agent into the ink. When the garment hits the curing oven, the heat activates the foam. The ink expands upward, creating a raised, 3D texture. It is perfect for vintage athletic fonts and bold streetwear logos.

For high-contrast designs, we mix microscopic metallic flakes into a clear base gel. This requires highly specialized screens so the physical flakes can pass through without clogging the mesh.

When your design features full-color photography, we use complex software to separate the image into Cyan, Magenta, Yellow, and Black. We print these four colors wet-on-wet. They blend directly on the fabric to create millions of photorealistic colors.
A print is only permanent if the ink is “cured” correctly using heat.
If a garment is flash-cured with a cheap heat gun, only the top layer of the ink dries. The bottom layer stays wet. The very first time your customer washes the shirt, the print will crack, flake, and wash down the drain.
We don’t guess on temperature.
If you operate a private label brand and already own your blank garments, we act exclusively as your contract screen printing manufacturer. You ship the blanks to our loading dock; we execute the print runs and ship them out.

Industrial screen printing requires massive upfront labor. For a 4-color design, we have to burn 4 separate screens. We have to perfectly align them on a massive mechanical press. We have to custom-mix 4 vats of ink. Because of this intense setup, we enforce Minimum Order Quantities (MOQs). Running tiny batches is economically impossible, as the setup labor would drastically inflate your price per shirt.

The beauty of traditional screen printing is the economy of scale. Once the presses are aligned and the ink is loaded, the machine can print 1,000 shirts almost as fast as it prints 100. As your bulk volume goes up, the cost of the initial setup is spread across more units. This drives your per-unit cost down significantly.
To protect your raw material investment, we do not start burning screens until the following technical assets are locked in.
We cannot separate colors using low-resolution JPEGs. We require pure vector artwork (Adobe Illustrator .AI, .EPS, or .SVG formats). All typography must be converted to outlines.
We do not eyeball colors from a computer monitor. You must provide the exact Pantone Solid Coated (PMS) codes for every color in your design. This tells our ink technicians exactly what chemical recipe to mix. If your artwork isn't vectorized, our pre-production design team can rebuild your graphics before the print run starts.
DTG acts like a standard office inkjet printer. It’s great for printing one-off shirts. However, DTG ink is very thin and often looks faded on dark garments. Screen printing pushes thick, highly durable ink directly into the fabric. It results in much higher vibrancy, far superior durability, and much lower costs at high volumes.
Polyester fabrics are famous for "dye migration." This is where the dye of the shirt bleeds up into the printed ink when it gets hot in the curing oven. A white logo on a red shirt will suddenly turn pink. We stop this by using specialized poly-blocking grey underbase inks. They act as a chemical shield, keeping your logos perfectly crisp on activewear.
Yes. We highly recommend removing scratchy manufacturer tags. We replace them with a soft, water-based printed neck label. We swap out the main carousel boards for specialized neck-boards to print your brand's size, care instructions, and logo directly onto the inside collar.
Do not trust your brand’s visual identity to a retail print shop that doesn’t understand mesh counts or curing chemistry. A cracked, heavy print instantly destroys the value of your clothing.
Our bulk t-shirt screen printing services provide the industrial hardware and ink engineering required to make your graphics look unshakeably premium.
Rijix Limited - 7 Bell Yard, London, England, WC2A 2JR
Rijiz International - Mohala Chawinda Daburji Arayian Pasrur Road Sialkot, Pakistan.
Phone : +44 7307582940 Phone : +92 336 140 8321